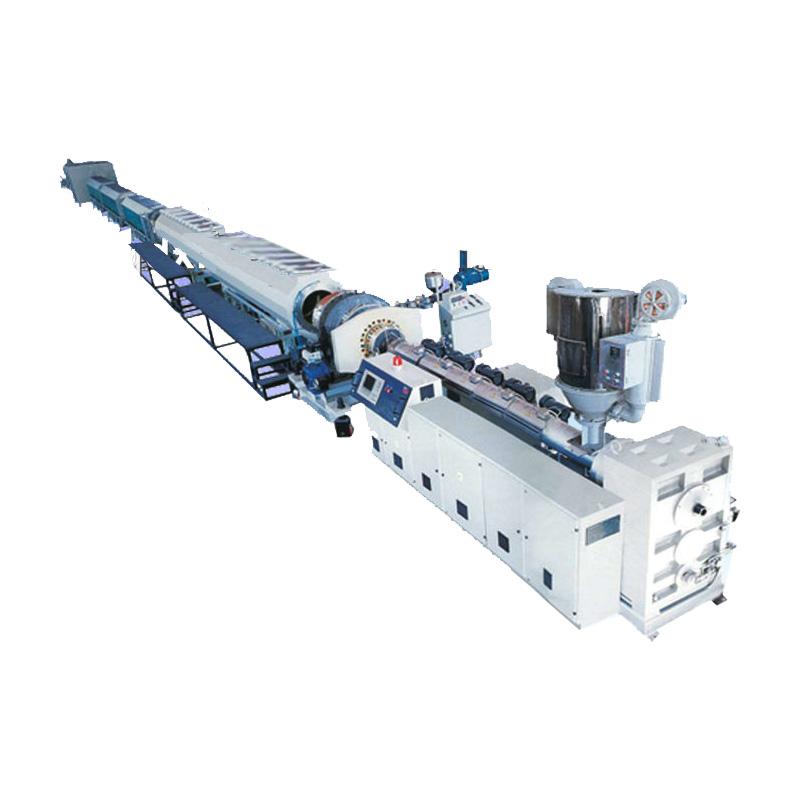
The Single Screw Extruder needs to be equipped with a device to detect the pressure in the middle section, head and other places. It is better to take the extrusion pressure as the reference parameter of the whole production line. In the design of the screw, BM section can be added in the front section to facilitate the plasticization of materials, and a “bottleneck” to prevent the backflow of materials and air can be set. Pressurize gradually in the later section, and set a steady flow section. Screw should be oil-cooled or water-cooled for temperature control. After the melt is extruded from the screw, the glue output is stabilized by a metering pump (gear pump). The gear pump should have fine teeth, good coordination and sealing, and the best speed is controlled by frequency converter.
High pressure nitrogen injection system, with a range of 50-700bar, has good stability and sealing.
The inner conductor preheating equipment shall have enough power to realize the conductor temperature regulation range at room temperature of ^ 150 “C. The traction of core wire shall be stable and powerful. The cooling water tank should be long enough.
For the large-scale physical foaming coaxial cable, the diameter of 10 ~ 50mm insulation, as high as 80% of the foaming degree, to make it meet the requirements of uniform, airtight, low loss, the production conditions have reached the limit. The reliability of the equipment and the requirements of technological conditions are very high.
Due to the long induction period of nucleating agent decomposition and its sudden nature, there are still residues after extrusion, so the die temperature should be low, otherwise, in the high temperature environment, the inner part of the insulating layer will have blister overgrowth, which will lead to blister rupture and bubble merging,the size is uneven, and even the opening state will damage the insulation structure. In addition, if the decomposition is to be exothermic, the insulation viscosity will decrease and the concentricity will be unstable. In the process practice, it is found that the content of nucleating agent is about 0.5%, which can meet the requirements. In terms of foaming degree, PE foam products can reach more than 80% under the appropriate process conditions. The dielectric constant of high-density polyethylene (HDPE) is 2.35, while that of low-density polyethylene (LDPE) is about 2.32. The ratio of the two components has little effect on the electrical properties of the product. It is generally recommended that HDPE: LDPE = 80:20. The increase of LDPE component is conducive to the stability of the insulation foaming structure, while HDPE is beneficial to the structural strength.


